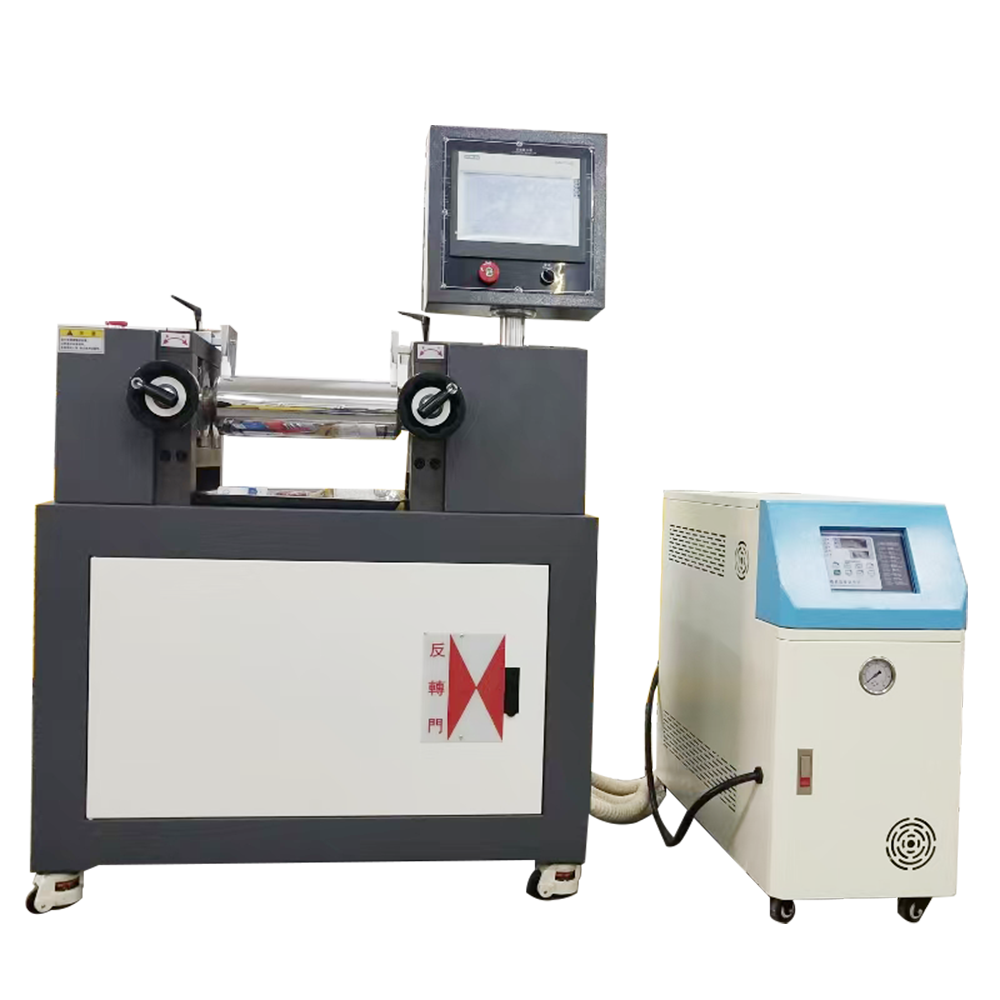
在開煉機(開放(fàng)式煉膠機)的操作過(guò)程中,材料(liào)(如橡膠或塑(sù)料)通(tōng)常會堆積在後輥(遠離操作者的一側輥筒),這是由輥筒旋轉(zhuǎn)方向、剪切力分(fèn)布和材料流動(dòng)性共同作用的結果。以下是(shì)詳(xiáng)細解(jiě)析:
1. 材料堆積在後輥的原因
(1) 輥筒轉速差(Friction Ratio)
-
前輥 vs 後輥轉速:
-
前輥(靠近操(cāo)作者)通常比後輥轉速(sù)慢(如1:1.2~1.5的比例)。
-
後輥轉速更快,產生更強(qiáng)的剪切力,將(jiāng)材料“拉”向後輥並堆積。
-
-
作用:通過速度差實現材料的反複折疊和混煉。
(2) 剪切力分布
-
後輥:高(gāo)速旋轉產(chǎn)生(shēng)更大的剪切力,使材料(liào)更容易粘(zhān)附。
-
前輥:低速便於操作者觀察和手動翻料。
(3) 溫度差(chà)異
-
後輥溫度通常略高:
-
材料在高(gāo)溫下(xià)粘性(xìng)增加,更易附著於後(hòu)輥。
-
前輥溫度(dù)較低,便(biàn)於操作者接觸(防止燙傷)。
-
2. 操作中的材(cái)料流動(dòng)行為
-
初始(shǐ)投料:材料(liào)被投入兩輥間隙,受剪切作用開始塑化。
-
堆積(jī)形成:因轉速差和剪(jiǎn)切力,材料逐漸向後輥轉移並形成(chéng)“堆積膠”(Bank of Material)。
-
翻煉過程:操作者用工具將堆積膠拉回前輥,實現反複混煉。
3. 調整材料分布的技巧
| 問題 | 原因 | 解決方法 |
|---|---|---|
| 材料完全粘後輥 | 後輥溫度過高或轉(zhuǎn)速差過大 | 降低後輥溫度(dù)/減小轉(zhuǎn)速比。 |
| 材料不粘輥 | 溫度過低或材料未塑化 | 升(shēng)高(gāo)輥溫或延長塑煉時間。 |
| 堆積膠不均勻 | 輥距不均或喂料不(bú)連續 | 調整輥距/均勻投料。 |
4. 工藝參數的影響
| 參數(shù) | 對材料(liào)分布的(de)影響(xiǎng) | 建議(yì)範圍 |
|---|---|---|
| 輥溫 | 後輥溫度↑→材料更易堆積;前輥溫度↑→操作風險增加。 | 後輥:50~80℃,前輥:40~60℃(橡膠)。 |
| 轉速比 | 比例↑→剪切力↑,但過度會導致過熱降解。 | 1:1.2~1.5(依材料調整)。 |
| 輥距 | 間(jiān)隙小→剪切強,但易過(guò)熱;間隙大→混煉不均。 | 初(chū)始2~5mm,逐步調(diào)小。 |
5. 安全與操作注意事項
-
避免直接用手:用刮刀或專用工具翻料(liào),防止卷入輥筒。
-
觀察堆積膠狀態:
-
正常應為連續條狀,若斷裂或結(jié)塊需(xū)調整(zhěng)工藝。
-
-
緊急製(zhì)動:設備需配備緊急停車(chē)按(àn)鈕,防(fáng)止意外。
6. 不同(tóng)材料的特性對比(bǐ)
| 材料類型 | 在後輥的粘附性 | 調整建議 |
|---|---|---|
| 天然橡膠 | 高(易堆積) | 控製後輥溫(wēn)度(dù)≤70℃。 |
| 矽橡膠 | 較低(dī)(易打滑) | 提(tí)高輥(gǔn)溫或添加助粘劑。 |
| PVC | 中等 | 避免過熱(防止分解)。 |
總結
開煉(liàn)機中材料堆積(jī)在後輥是輥速差、溫度和剪切力共同作用的正(zhèng)常現象,通過調整轉速比(bǐ)、輥溫和輥距可優化混煉(liàn)效果(guǒ)。操作時需平衡生產效率與(yǔ)安全性,尤其注意(yì)高溫和機械(xiè)傷害風險!