塑化反應是(shì)指通過物理或化學(xué)方法,使高(gāo)分(fèn)子材料(如塑料、橡膠)從固態轉變為可塑態(熔融態或(huò)軟化態)的過程。它(tā)是塑料加工(如注塑、擠出(chū)、壓延)和橡膠混煉中的關鍵步驟,直接影響材料的流動性、成型性(xìng)和最終產品性(xìng)能。
1. 塑化反應的分類
(1) 物理塑化(增塑作用)
-
原理:通過添(tiān)加小分子增塑劑(如鄰苯二甲酸(suān)酯、環氧(yǎng)大豆油),降低高分子鏈間的相互作用力,使(shǐ)材料變軟、流動性(xìng)增強。
-
特點(diǎn):
-
可逆過程(增塑劑可揮發或遷移)。
-
常用於PVC、橡膠等材料(如軟質PVC管、人造革(gé))。
-
-
示例:
-
在(zài)PVC中加入DOP(鄰(lín)苯二甲酸二辛酯(zhǐ)),降低玻璃化(huà)轉變溫度(Tg),使其更柔軟。
-
(2) 化學塑化(huà)(降解或解(jiě)聚)
-
原理:通過熱、剪切力或化學助劑(如塑解劑)使高分子鏈(liàn)斷裂,分子量降低,流動性(xìng)提高。
-
特點:
-
不(bú)可逆(nì)過程(chéng)(分子結構改變)。
-
常見於天然橡膠的塑煉或再生塑料加工。
-
-
示例:
-
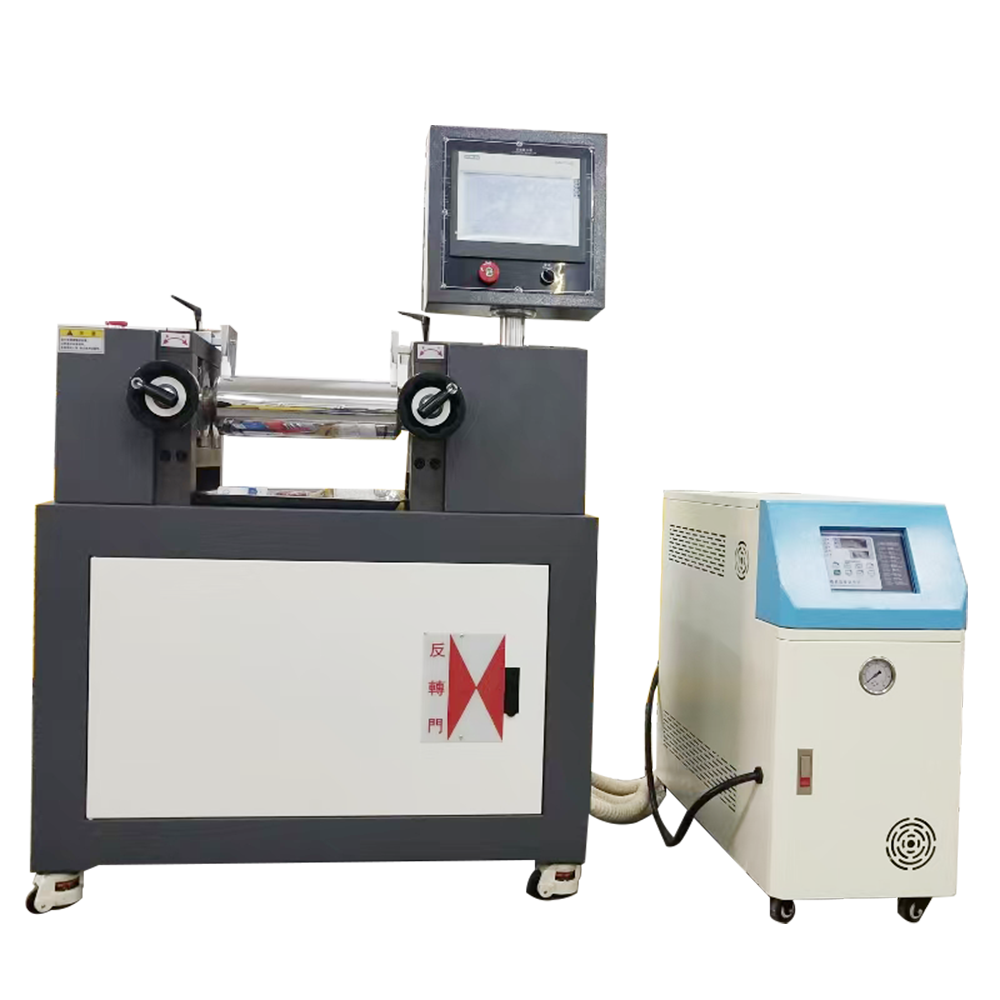
天然橡膠在開煉機(jī)中通過機(jī)械剪切(qiē)和氧化作用,分子鏈斷裂(liè),黏度下降(稱為“塑煉”)。
-
2. 塑化反應的(de)影響因素
| 因素 | 影響機製 | 典型控(kòng)製方法 |
|---|---|---|
| 溫度 | 溫度升高→分子鏈(liàn)運動能力增強→塑化(huà)速度加快(kuài)。 | 注塑機料筒分段加熱(如150℃→180℃→200℃)。 |
| 剪切力 | 螺杆旋(xuán)轉或輥筒剪切(qiē)→機(jī)械能轉化為熱(rè)能(néng)→促進熔融。 | 調整螺杆轉速或輥筒間隙。 |
| 時間 | 塑化時間不足→熔體不均勻;時(shí)間過長→材料降解。 | 優化加工周期(如注塑機的塑化(huà)背壓時間)。 |
| 添加劑 | 增塑劑降(jiàng)低Tg;穩定劑(jì)防止熱降解。 | PVC中添加DOP或ESO(環氧大豆油)。 |
| 材料特性 | 分子量越高(gāo),塑化越困難(如UHMWPE需特殊加工)。 | 選擇適合加工條件的樹脂牌號。 |
3. 塑化反應的應用場景(jǐng)
(1) 塑料加工
-
注塑成型:顆粒料在(zài)螺杆加熱(rè)剪切下塑化,注入模具。
-
擠出成型:塑料通過(guò)螺杆塑化後,經口模連續擠出(如管材、薄膜)。
-
吹塑(sù)成型:塑化後的型坯被吹脹成型(如(rú)塑料瓶)。
(2) 橡膠加工
-
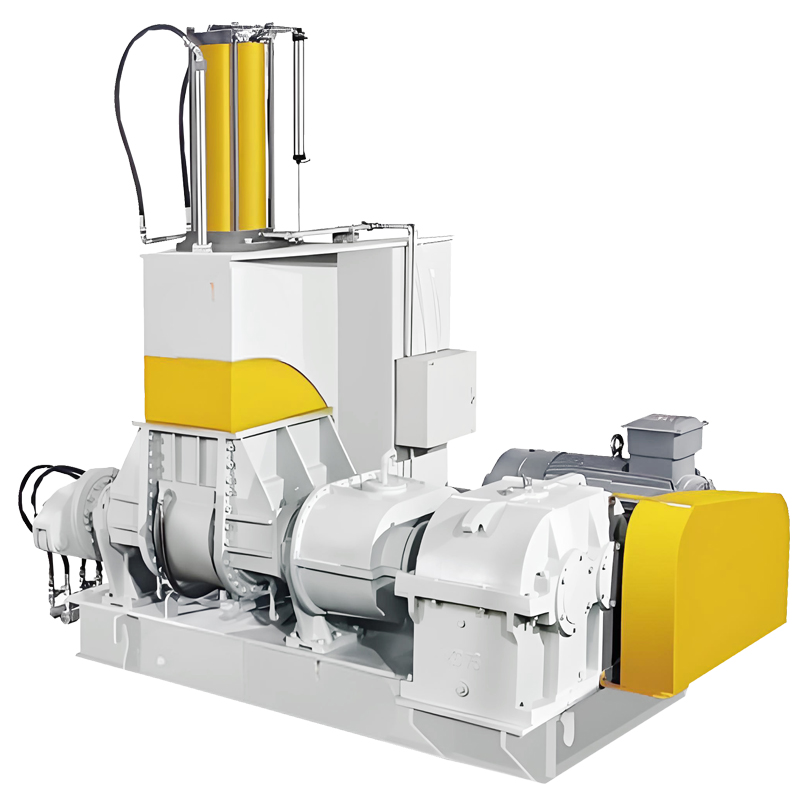
塑煉:天然橡膠通過開煉機或密煉機降低黏度,便於後續混煉。
-
混煉:橡膠與填料(如炭黑)、助(zhù)劑在密煉機中高溫高(gāo)壓下塑化混合。
(3) 回收再(zài)生
-
廢舊塑料通過塑化反應(yīng)重新熔融,再造粒或直接(jiē)成型。
4. 常見(jiàn)問題與解決方案
| 問題 | 原因 | 解決方法 |
|---|---|---|
| 塑化不均勻 | 溫度(dù)梯度不合理或剪切不足。 | 優化加熱分區(qū);提高螺杆轉速。 |
| 材料降解 | 溫度過高或停留時間過長。 | 降低加工溫度;添加熱穩定劑。 |
| 增塑劑遷移(yí) | 小分子增塑劑析出。 | 選用高分子量增塑(sù)劑(如聚酯型)。 |
| 流動性(xìng)差(chà) | 分子(zǐ)量過高或塑化(huà)不充分。 | 增加塑化溫度;添加潤滑劑。 |