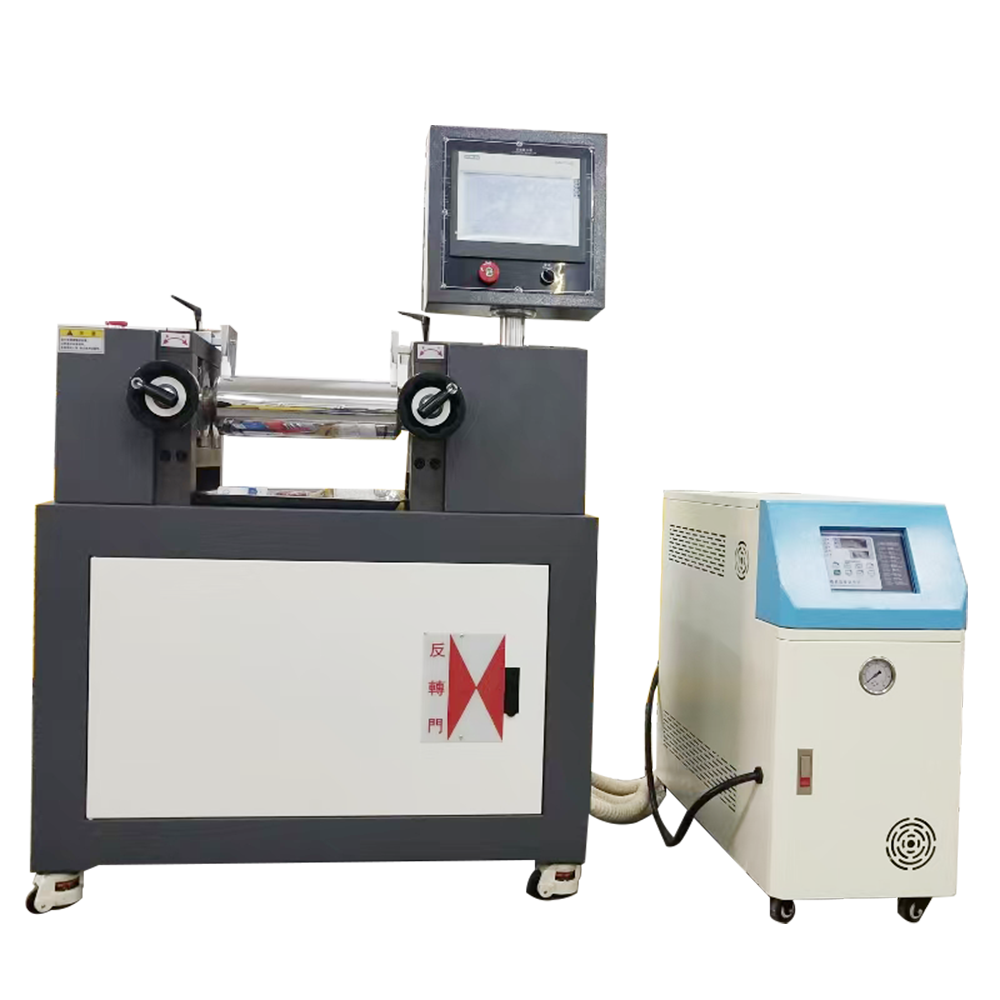
水冷開煉機是橡膠和塑料加工中的關鍵設備,主要用於混煉、塑(sù)化、熱煉或壓片(piàn),通過兩個反向旋轉的輥(gǔn)筒對(duì)物料進行剪切和(hé)擠壓,同時通過水冷係(xì)統控製(zhì)輥溫,防止物料過熱。
1. 水冷開煉機核心組成
| 部件 | 功能說明 |
|---|---|
| 輥筒 | - 兩個水平排列的金屬輥筒(前輥和後輥),通常為空心(xīn)結構,內置水冷通道。 - 表麵硬度高(肖氏硬度65-75),可鍍鉻或(huò)特殊塗層防粘。 |
| 傳動係統 | - 電機通過減速機驅動輥筒,通常(cháng)前輥轉速固定,後輥可(kě)調速(速比(bǐ)1:1.1~1:1.3)。 |
| 水冷係統 | - 冷卻水循環通道(輥筒內部螺旋流道),通過調節水溫控製輥麵溫度(20-90℃)。 |
| 調距裝置 | - 手動或液壓調(diào)節兩輥間隙(xì)(0.1-10mm),適應不同厚度物料。 |
| 緊急製動 | - 安全杆或急停按鈕,防止操作事故。 |
2. 工作流程與原理
(1)物料喂入與(yǔ)塑化
-
橡膠或塑料(如天(tiān)然膠、PVC、EVA)被送入兩輥間隙。
-
輥筒旋轉產生剪切力和摩擦熱,使物料軟化、混合(輥溫通常控製(zhì)在50-120℃)。
(2)剪切混(hún)煉
-
速比(bǐ)效(xiào)應:兩輥轉速不同(如後輥比前輥快(kuài)10-30%),增強剪切作用,打破分子(zǐ)鏈纏結。
-
包輥現象:物料因黏性附著在(zài)轉速較慢的輥筒上(通常前輥溫度略低(dī),便於操(cāo)作)。
(3)水冷控溫
-
冷卻水從輥筒一端流入,螺旋流道確保輥麵溫度均勻。
-
水溫調節:
-
橡膠(jiāo)混煉:需保持(chí)輥溫60-80℃(防止焦燒)。
-
塑料塑化:可(kě)降低至30-50℃(避免降解)。
-
(4)出片或轉移
-
混煉完成後,通過刀(dāo)具割取物料,或直接轉(zhuǎn)入下一工序(如擠出、硫化)。
3. 關鍵工藝參數
| 參數 | 影響(xiǎng) | 典型設置 |
|---|---|---|
| 輥溫 | 過(guò)高導致焦燒,過低影(yǐng)響塑(sù)化 | NR橡膠:70±5℃ |
| 輥距 | 間隙(xì)小→剪切強;間隙大→混煉均勻性(xìng)差 | 初煉:3-5mm;精(jīng)煉:1-2mm |
| 速比 | 影響剪切效率和包輥性 | 1:1.2~1:1.25 |
| 混煉時間 | 過長導(dǎo)致過煉,過短則分散(sàn)不均 | 橡膠:10-20分鍾 |